Ohýbačka rúrkových tŕňov je zariadenie, ktoré obsahuje obrobok - tŕň, ktorý je umiestnený v bode ohybu a zabraňuje zbytočnej deformácii rúrky, profilu a záhybov.
Rozdiely medzi obrábacím strojom s tŕňom a inými typmi zariadení rovnakej orientácie sú v tom, že má špecifický dizajn, ktorý vám umožňuje vykonávať ohýbanie rúrok na vysokej úrovni, s malým percentom vyradení. Takéto zariadenie vám umožňuje získať hladký ohyb a je vo veľkých podnikoch veľmi žiadaný.

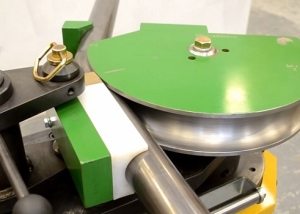
Ohýbačka rúr Dorn vám umožňuje získať presné ohyby a úplne eliminovať deformáciu rúr počas chirurgického zákroku
obsah
Zahŕňa ohýbačku rúrok s tŕňom
Existuje veľa štruktúr vyrobených z potrubí, ktoré idú do rôznych štruktúr: od inštalácie vodorovných tyčí na školské pozemky a po kladenie vodovodov a plynovodov. Potrubia sa tiež aktívne používajú v automobilovom priemysle, kde sa z nich vyrába veľa častí.
Ako viete, čím menej spojovacích prvkov a spojov má táto štruktúra, tým spoľahlivejšia je. Švy môžu unikať, čo vedie k úniku látky prepravovanej potrubím, čo samo o sebe predstavuje nebezpečenstvo pre ľudský život. Aby sa minimalizovala možnosť nehody, používajú sa ohýbačky rúrok, ktoré ohýbajú dlhé pevné rúrky do požadovaného uhla. Hlavnou výhodou takéhoto stroja je to, že ohyb je takmer dokonalý. Nekonečný ohýbač rúrok nemôže ohnúť tak vysokú kvalitu.
Ohýbačky rúrok s chráničom sa odporúčajú na použitie v tenkostenných rúrkach. Masívne rúry s hrubými stenami sa tým nespracovávajú. Takýto stroj je veľmi žiadaný, pretože s vysokou účinnosťou sa vynakladá minimum ľudských síl. Štruktúra a materiál ohýbačky závisí od rozsahu, v akom sa používa, a od častí spracovaných na nej. Dorn môže byť buď oceľový alebo mosadzný alebo dokonca plastový.

Dorn, umiestnený vo vnútri rúry, má tvar požadovaného ohybu a neumožňuje, aby sa na obrobku tvorili záhyby
Druhy ohýbačov rúrkových tŕňov
Ohýbačka rúrok môže byť automatická alebo poloautomatická. Poloautomatické ohýbačky rúrok sú lacnejšie. Časť práce sa však vykonáva manuálne, čo si často vyžaduje veľa úsilia.
Riadenie automatizovaného pracovného postupu vykonáva CNC stroj vybavený počítačom. Predtým sa do nej zadáva schéma ohybu so všetkými parametrami a číslami. Na servis celého procesu stačí jedna osoba.
Ohýbačka rúrok môže dať rúrke rôzne uhly ohybu. Polomer by však nemal presiahnuť dva polomery samotnej rúry. Ak vylúčime ohýbanie a poskytneme požadovaný tvar konštrukcie pomocou spojovacích prvkov (tvaroviek), potom bude pevnosť a spoľahlivosť konštrukcie oveľa nižšia ako pevnosť a jej monolitický analóg.
Druhy ohýbačiek rúr:
- kuše - rám v tvare písmena „T“. Zahŕňa držiak rúrok a pohyblivú páku umiestnenú kolmo. Ručné zariadenie sa používa hlavne pri inštalácii vykurovacích a inštalačných systémov. Schopné ohýbať rúry a vytvárať uhol až 180 °;
- hydraulický - je manuálny a stacionárny.Ručné sú určené na ohýbanie rúrok s malým priemerom, zatiaľ čo stacionárne sa používajú v továrňach a môžu ohýbať obrobky s rozmermi až 100 mm. Takýto ohýbač zviera uhol až 90 °;
- elektrický - tento typ sa používa v rozšírenom zmysle. Vykonáva záhyby takmer akejkoľvek zložitosti. Jeho práca je úplne riadená automatizáciou, takže presnosť ohýbania je perfektná.

Ohýbačka tŕňových rúr môže byť manuálna, používa sa pre malé objemy práce
Zakladače rúr Dorn používajú rôzne schémy pracovných postupov. V hydraulických systémoch, ako aj v systémoch s kušími je dielec presne opracovaný. Rozsiahle obvody, v ktorých sa nachádzajú časti valca. V takýchto prípadoch dochádza k ohybu postupným navíjaním dielu na valčeky.
Z dôvodu špecifickosti jeho konštrukcie je toto zariadenie stacionárne zariadenie. Na prácu potrubného ohýbača sériového typu sa vyžaduje povinná prítomnosť zdroja energie.
Dôležité! Ak máte ťažkosti s ohýbaním tenkostenných častí, je najlepšie získať profesionálny ohýbač rúr.
Ohýbačka s tŕňom: konštrukčné prvky
Prístroj typu tŕňa pozostáva z týchto častí:
- rám s vodiacimi prvkami - hlavná časť, ktorá slúži ako pracovná plocha;
- liatinová hlava - časť, ktorá vytvára ohybový moment;
- hydraulický zosilňovač - slúži ako zosilňovač pre ohýbaciu hlavu;
- kazeta - potrebné na pripevnenie obrobku k pracovnej ploche;
- ohýbací valec - nastavuje polomer, v ktorom sa bude ohýbať;
- upínacie podložky - vykonajte fixačné práce. Namontované v oblasti ohybu;
- na nich sú namontované tŕňové tŕne a upínacie podložky;
- napínacia konzola - časť, na ktorej sú umiestnené tŕne a tyče.

Najzložitejšia konštrukcia je tiež pre automatické ohýbačky rúrok, ale poskytujú najpresnejšie ohýbanie s minimálnym časom a úsilím.
Rám zariadenia je vyrobený z odolnej ocele a liatinová hlava vytvára vysokú mieru ohybového momentu. Zároveň je jeho umiestnenie zrkadlené na počítači a je možné ho sledovať. Stroj na ohýbanie rúrok môže kombinovať prstovú a hornú svorku. Prvý typ sa líši od druhého v tom, že ohybová páka nie je vystavená namáhaniu. Horný typ svorky tvorí medzeru medzi sebou a povrchom dielu. Preto sa potrubie môže pohybovať v lineárnom smere.
Stroj je tiež vybavený hydraulickým komponentom - posilňovačom. Svorka má kazetu a mechanické zarážky a je umiestnená na lineárnych vedeniach. Mechanické zarážky definujú rovinu potrubia.
Hlavné výhody ovládania ohýbačky tŕňa
Nekonečný ohýbač rúrok ohýba potrubia pod tlakom, ktorý sa vytvára pomocou rôznych typov pohonov - od hydraulických po manuálne. Trubica, ktorá sa spracováva, je vystavená tlaku a stena umiestnená na vnútornom polomere ohybu sa začína deformovať a vytvára uhol. V procese ohýbania sa na jeho povrchu vytvára zvlnenie - zvlnená časť. Naopak, vonkajšia stena je napnutá, čo má za následok jej oslabenie. V dôsledku tohto ohybu sa potrubie po ukončení práce deformuje a stráca svoju pevnosť.
Tŕň je prvkom, vďaka ktorému je možné minimalizovať povrchové zmeny dielca, S tŕňom sa steny produktu deformujú hladko a čo najrovnomernejšie.
Dôležité! Hrubé rúrky môžu byť spracované aj beznádlovým ohýbačom rúrok, ale tenké rúrky (najmä z tvárnych kovov) sa musia, bez výnimky, ohýbať na ohýbačkách rúr drahého typu. Ak sa toto pravidlo ignoruje, je tenkostenná rúrka silne zdeformovaná a nebude vhodná na prevádzku.

Hrubé steny môžu byť opracované na bezspodnom ohýbači rúrok bez rizika poškodenia obrobku.
Mandľové mazivo
Mazanie tŕňa je veľmi dôležitý proces, prispieva k rovnomernému ohybu rúrky. Mazanie je potrebné, aby sa znížila trecia sila pri ohýbaní rúrky pod tlakom. Dorn je možné namazať štetcom, ale toto nie je najlepšia voľba, pretože v tomto prípade nie je možné počítať s rovnomerným rozložením produktu na povrchu tŕňa. Sprej je tiež neúčinnou možnosťou. Najlepšie je aplikovať mazivo impulzívne pomocou ručnej pumpy. Pritom musíte byť veľmi opatrní, aby bol olej na povrchu rovnomerne rozložený.
Ohýbačky rúrok so stabilizačnou časťou (tŕňom) sú oveľa profesionálnejším vybavením ako ručné alebo domáce. Takýto stroj vykonáva ohýbanie rúrok rýchlejšie a lepšie takmer v akomkoľvek uhle, čo umožňuje vyrábať silné a odolné štruktúry bez akýchkoľvek spojovacích prvkov. Nezabudnite však, že ohýbanie kovových rúrok s tŕňom je proces, ktorý si vyžaduje náležité školenie.