Pri vytváraní potrubí alebo nosných konštrukcií je často potrebné zorganizovať rotačné časti bez zníženia kvality inštalácie a zvýšenia rizika vytvorenia núdzových úsekov. Pevnostné vlastnosti segmentu pripevneného kovaniami sa budú horšie líšiť od vlastností monolitickej rúrky. Na vytvorenie ohybov sa používa technológia spracovania rúr, ktorá sa v priemyselných podmienkach vykonáva pomocou špeciálneho zariadenia - automatických ohýbačiek rúrok.

CNC ohýbačky rúrok poskytujú vysoko presné ohýbanie akejkoľvek rúrky
obsah
CNC ohýbačka rúrok: poloautomatické a automatické modely
Numerické riadenie (alebo CNC) sa začalo relatívne nedávno inštalovať na poloautomatické alebo automatické modely rúr. Pri použití týchto systémov sa ohýbanie rúrok stalo presnejšie a menej nákladné z hľadiska časových zdrojov. CNC komplexy nie sú inštalované na manuálnych modeloch nástrojov na ohýbanie rúrok.
Poloautomatický stroj na ohýbanie rúrok s CNC možno označiť za najbežnejší typ zariadenia (okrem ručných ohýbačiek rúr). Tento stroj sa nazýva poloautomatický, pretože určitá časť operácií je vykonávaná softvérovou časťou zariadenia, zatiaľ čo ostatné činnosti bude vykonávať obsluha stroja. Proces ohýbania rúrok je plne automatizovaný - najzložitejšia práca vyžadujúca vysokú presnosť a kvalitu. Práca stroja však zahŕňa neustále monitorovanie.
Poznámka! Použitie poloautomatického ohýbača rúrok CNC je opodstatnené pre malé podniky, ktoré nevyžadujú veľmi vysoké normy výroby a produktivity.
Ak priemerné ukazovatele nestačia, odporúča sa použitie automatov so systémom riadenia programov: sú oveľa funkčnejšie. S ich pomocou je možné vytvoriť samostatný projekt na vykonanie operácie, pred jej priamym vykonaním posúvania v „demo režime“.

CNC ohýbačka rúrok umožňuje spracovávať rúrky s najtenšími stenami bez deformácie
Poloautomatický CNC ohýbač rúrok sa tiež úspešne používa, keď je potrebné ohýbať tenkostenné rúrky: na tento účel by sa však mali zvoliť modely vybavené tŕňom (špeciálny stabilizačný prvok vo forme kovovej pružiny, niekedy potiahnutý polyuretánom). Stroje bez hadíc robia dosť zlú prácu pri odstraňovaní zvlnenia tenkostennej rúrky spôsobenej ohýbaním. Aj stroje bez koreňov majú počas ohybu pravdepodobnosť oválnosti tenkostennej rúry. Určitá oválnosť je možná aj pri použití ohýbača rúrkových tŕňov, odchýlka od normy však dosiahne iba niekoľko percent, čo je bezpečné pre ďalšiu prevádzku.
CNC ohýbačka rúrok: aké sú výhody?
Moderné automatické a poloautomatické jednotky, ktoré sú ovládané softvérom, majú najvýznamnejšiu výhodu oproti zastaraným modelom - ide o presnosť tvrdenia ohybu až do desatín stupňa uhla. Požadovaná presnosť nie je určená „okom“, ale zobrazuje sa na špeciálnej vstavanej konzole so senzorom.V posledných rokoch sa na trhu objavili pokročilé modely, na ktorých softvérový senzor dokáže nielen nastaviť uhol ohybu, ale aj zobrazovať údaje o elasticite kovov, s ktorými sa pracuje.
Dôležité! To však neznamená, že možnosť ohýbačky rúrok so systémom na určovanie parametrov pruženia kovov má v podmienkach použitia domácich rúr obzvlášť významnú hodnotu. Pri zobrazovaní údajov o elasticite sa regionálne charakteristiky výroby rúrok vôbec nezohľadňujú.

Počítačové zariadenia sú vybavené displejmi, ktoré zobrazujú špecifikované parametre, technické údaje spracovávaných obrobkov a ďalšie dôležité informácie
Keď už hovoríme o číselne ovládaných ohýbačoch rúrok bez dna, nemožno si pomôcť, ale spomenúť ich ľahkosť. Tieto stroje sú pomerne mobilné, ich hmotnosť zriedka presahuje 250 kg. Aj zariadenie na ohýbanie rúrok bez dna je často vybavené gumovými kolesami, ktoré umožňujú pohyb stroja po dielni. Dorn zariadenia sú spravidla ťažké stacionárne stroje.
Techniky pre prácu so zariadením na ohýbanie rúrok
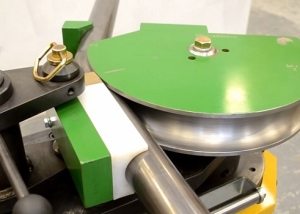
Proces ohýbania rúrok na strojoch s numerickým riadiacim systémom sa môže vykonávať niekoľkými spôsobmi. Často existujú zariadenia, na ktorých sa práca vykonáva navíjaním. Takéto zariadenie je spravidla vybavené tŕňmi. Proces ohýbania je jednoduchý: rúrka je pevne pritlačená k ohýbaciemu valcu, ktorý rotáciou „obalí“ okolo seba. Navíjanie nastáva, kým sa nedosiahne požadovaný uhol ohybu.
CNC bezhrotový ohýbač rúrok obvykle pracuje na systéme vtrhnutia rúr. Výrobok sa montuje medzi dva valce: jeden je zabehnutý, druhý je nehybný. Keď je zariadenie zapnuté, vkladací valec sa začne pohybovať okolo stacionárneho valca, čím sa potrubie pritlačí bližšie k nemu. Vďaka tomu produkt dostáva daný tvar, definovaný polomerom stacionárneho valca. Na potrubných ohýbačoch bez dna sa obvykle pracuje s vodovodnými a plynovými rúrkami, ako aj so stavebnými profilmi, ktoré majú dosť silné steny.

Nerezový ohýbač rúrok používaný na spracovanie rúrok s hrubými stenami
Ohýbanie sa môže tiež uskutočňovať valcovaním alebo pretláčaním. V prvom prípade má dizajn vzhľad kuše. V druhom prípade hovoríme o rúrkových ohýbačkách vybavených tromi valčekmi, z ktorých dva sú umiestnené na tej istej linke.
Potrebný typ zariadenia, poloautomatický alebo automatický ohýbač rúrok, sa vyberá v závislosti od potrieb konkrétneho podniku. Rovnaký faktor tiež ovplyvňuje výber tŕňa alebo bez koreňového stroja. Tak či onak, systém riadenia programu zvýšil využitie akéhokoľvek vybavenia pohodlnejšie a rýchlejšie.