Läxmästare möter ofta behovet av att konfigurera om, med andra ord, böja röret till en viss storlek. Då minns många människor förekomsten av ett sådant verktyg som en manuell rörbockare för ett runt rör, som du inte bara kan köpa, utan också montera med dina egna händer. Dessutom är det andra alternativet att föredra, eftersom det finns mycket liknande utrustning för fabriksutförande.

Du kan böja ett rör kvalitativt bara med hjälp av en speciell enhet - en rörbockare
Innehåll
Enhetsrelevans
Användningen av rörbockare för ett runt rör är inte begränsat till VVS. Och för att vara helt exakta böjs rören när de utförs sällan. Beslag och böjningar används för att ändra vägen för att lägga teknisk kommunikation. Det senare är rördelar böjda i fabriken, kännetecknade av en standarduppsättning parametrar med följande begränsningar:
- antal rotationsvinklar. Förutom direkt finns 180˚, 60˚, 45˚;
- böjningsradie (1,5 och 1 Du);
- anslutningsmetod - svetsning.
Men ibland krävs andra radier och böjningsvinklar, och svetsning kan inte alltid användas. I detta fall räcker definitivt inte en manuell rörbockare för ett runt rör.
Ägare av stugor och privata hus driver av andra skäl. När allt kommer omkring kan gården ha växthus av icke-standardiserade former, välvda strukturer för druvor, duschar, staket etc. Utformningen av dessa föremål bildas av kallvalsade runda och ofta profilerade produkter, så denna utrustning är också användbar här.
Samtidigt föredrar till och med många proffs att arbeta med en gör-det-själv-rörbockare för en rund rörledning. När allt kommer omkring utvecklas en hemmagjord enhet normalt med beaktande av antropometriska funktioner och yrkeskunskaper för dess framtida ägare. Denna faktor ökar användbarheten för rörbockaren, vilket i sin tur bidrar till arbetets kvalitet.

Böjda rör används för montering av konstruktioner för olika ändamål.
Enhetsklassificering
För att dela upp sådana enheter i grupper använder experter flera kriterier. De viktigaste inkluderar:
1. Kör - manuell, elektrisk, hydraulisk.
2. Installation - stationär och bärbar.
3. Exponeringsmetoden. Det finns flera av dem:
- lindning. Där döden kommer att börja finns det betoning. Röret är fastspänt på rörbockrullen (rörlig mall). Medan den roterar sträcker rullen den mellan anslaget och sig själv (mallen och röret är rörliga);
- körs i. Mönstret är rörligt. Rörets ände är fastklämd. Rörande, böjer tryckvalsen runt mallen;
- armbågsmetod (påverkan av lager). Röret vilar på två stationära rullar. Mallen på stammen pressar röret i mitten och böjer det mellan stoppen;
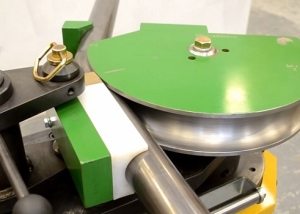
- rullande (rullande). En central och två stöd, placerade i en linje, roterande rullar används. Platsen för dessa delar i förhållande till varandra bestämmer böjningsradie. Oftast trycker den centrala valsen på röret.
Hjälpsam information! Nackdelen med de tre första metoderna är att böjningsradie i dem specificeras av mallen.
Implementeringen av en lindningsmetod med en hemmagjord rörbockare för ett runt rör är sällsynt. Oftast används det i industriella mönster. Följande nackdel är inneboende i korsbåge-metoden: nästan allt tryck som skapas av stången överförs till röret där mallen är topppunkten. Vid denna tidpunkt är stålet mest mottagligt för spänningar, på grund av vilket väggen försvagas, vilket åtföljs av formförlust upp till dess brott, om röret är tunnväggigt. Den senare metoden saknar praktiskt taget nackdelar. Stålböjningar produceras under industriella förhållanden genom valsning.

Rullning är det bästa sättet att böja rör, med denna metod är risken för deformation eller brott i metallen minimal
Vad proffs rekommenderar
Innan du börjar göra en rörbockare med dina egna händer och välja en specifik modell bör du ta hänsyn till allmänna rekommendationer beträffande böjningsradie hos ett stålrör. De presenteras i tabell nr 1.
bord 1
| Rörets ytterdiameter, D, mm | Böjningsradie (minsta) vid väggtjocklek | |
| Över 2 mm | Upp till 2 mm | |
| 60≤D≤140 | 5D | ———- |
| 35≤D≤60 | 4D | ———- |
| 20≤D≤35 | 3D | 5D |
| 5≤D≤20 | 3D | 4D |
Uppgifterna i denna tabell bör betraktas som optimala för specifika delar av stålrörsprodukter. Men detta betyder inte att det är omöjligt att minska radien. Men för att säkerställa den erforderliga böjningskvaliteten kommer det att vara nödvändigt att använda en dorn, och detta är svårare ur teknisk synvinkel. Förutom spindeln används varmvalsning i fabriken.
I fallet om rörbockare helt gjord av metall, och dess ram inkluderar en fast bädd, då är varmvalsning möjlig i hemverkstaden med dina egna händer. För att göra detta, använd en gasbrännare eller blåsskydd.

Den mest primitiva rörbockaren kan byggas från en mall fäst på en arbetsbänk
Hemlagade rörbockningsverktyg
Den låga kostnaden för sådana enheter bestäms av det faktum att du kan skapa en struktur med använda reservdelar från olika utrustningar och improviserade material. Och i vissa fall, för tillverkning av en rörbockare för ett runt rör med dina egna händer, är det kanske inte nödvändigt med ritningar alls. Den bästa illustrationen av denna avhandling är följande exempel på en manuell typ av enhet.
Grunden är en betongplatta. Hål borras i den, i vilken en tum metallstift drivs in (vi talar om deras diameter).
Viktig! Avståndet mellan intilliggande element från varandra bör inte överstiga 50 cm.
När du har fixerat den ena änden av röret mellan stiften kan du gå vidare till manuell böjning och sätta tryck på den andra änden. Efter att ha fått den önskade formen, lämna den i ett spänt tillstånd. Och så att produkten inte återgår till sitt ursprungliga tillstånd, passera genom metallstiftet i båda motstående hålen och svetsa en tillfällig bygel till dem.
Allt är intuitivt och, som vi ser, krävdes inte en ritning för att göra en hemmagjord rörbockare för ett runt rör. Naturligtvis beskrivs den mest primitiva konstruktionen ovan. Med dina egna händer kan du skapa mer komplexa produkter. Låt oss kort överväga några av dem.
Den enklaste manuella manuella rörbockaren
Metoden körs in. Materialet är trä. Enheten är manuell.
En mall är gjord av trä. På ritningen och i verklig utförande bör dess form motsvara den erforderliga böjradie och tjockleken bör överstiga rördiametern. Bekvämligheten med arbetet kommer att bidra till profileringen av mallens ändyta. Du kan skapa den nödvändiga profilen med hjälp av två brädor med en snittlinje, fasade inåt.
Mallen är fäst vid en fast bas. Från ena sidan skruvas ett stopp på samma bas och ett rör appliceras. Om spaken är otillräcklig kan du öka den med en förstärkning. Böj långsamt så att röret inte glider från mallen.
Det är också omöjligt att klassificera sådana hemmagjorda handverktyg som högteknologisk utrustning. Men han har också rätten till liv, särskilt om det är nödvändigt att böja ett rör med stor böjdiameter med sina egna händer till lägsta kostnad.

Mallen för böjningsrör måste vara fixerad på basen
Inblandning av stålrör
Bland hemmagjorda enheter används en sådan enhet mest. Använda billetter från motorn används som ämnen. Emellertid beställer vissa hantverkare sådana delar från en välkänd turner eller ring från brickor med olika diametrar. Och i det här fallet kan du göra utan att rita en rörbockare för ett runt rör, men det är bättre att göra detsamma. Åtminstone för att indikera för turnern dimensioner för den erforderliga delen.
En egengjord stålborrning i rörbockare kan ses i garaget eller skjulet för nästan varje mästerlig husägare. Enheter av denna typ är lämpliga för arbete med rörledningar i alla storlekar. Spaken kan förstärkas genom att förlänga den i rimlig utsträckning.
Manuell lindningsmaskin.
Det liknar designen som den föregående produkten. Emellertid ger den lindande rörbockaren möjligheten att böja arbetsstycket till en ring. Att använda andra anpassningsalternativ gör det svårt. Du kan enkelt hitta ritningen av enheten på webben. När du studerar det ska du vara uppmärksam på att kindskivans kinder är avtagbara. Med denna design kan du dra arbetsstycket stängt i en cirkel.
Hjälpsam information! För tillverkning av en lindningsmaskin med egna händer kan du i princip använda vilket material som helst, från trä till metall och textolit.
Funktioner för att tillverka en hydraulisk rörbock för ett runt rör
Om du behöver en mer seriös enhet för professionellt arbete är det bättre att bygga en hydraulisk rörbockare med dina egna händer. Styrken hos den hydrauliska jackkraft som ingår i dess konstruktion gör det möjligt att undvika betydande fysiskt arbete.

Den hydrauliska rörbockaren kan byggas på basis av en jack
Genom att bilda en ritning av en sådan anordning är det nödvändigt att ta hänsyn till att det bästa alternativet för tillverkning av sidoväggar är en tjock stång med en diameter på 18-20 millimeter och ett hörn med en sidobredd av 25 mm. För att göra dessa element behöver du dessutom 10 mm tjock plåt. Hål för montering av excentriska stöd kommer att borras i dessa plattor.
Stödet är ett rör av lämplig storlek. En bult på 18 millimeter svetsas in i den. Visa även på ritningen att det finns ett halvcirkelformat hål i mitten av stödet. Arbetsstycket böjt under drift av en manuell hydraulisk rörbockare kommer an mot det.
För att skapa en stans används ett ark av 4 mm tjockt metall. Två halvcirklar i form av ämnen skärs från plattan. Radien för var och en av dem bör vara lika med den uppskattade radien för rörböjningen. Sedan skärs röret med en diameter på 32 mm i halva och en av halvorna böjs i enlighet med de ämnen som förberedts vid föregående steg, varefter röret och plattorna svetsas. För tillförlitlighet, så att stansen inte krossas under drift av den hydrauliska rörbockaren, svetsas inuti. Detta säkerställer strukturell styvhet.
Ett rör svetsas in i mitten av sängen. Det kommer att fungera som stopp för en drivenhet tillverkad av en hydraulisk jack. Alla dessa funktioner ska visas på en preliminär ritning av den designade enheten. Så du kan skapa en uppsättning nödvändiga material med de angivna storlekarna, och i frånvaro av vissa föremål, beställa delar för en hydraulisk rörbockare från en välkänd fräsmaskinoperatör och vridare.
Baserat på det ovanstående kan vi säga att det finns många alternativ för hur man tillverkar utrustning för att böja rör.Det viktigaste är tillgängligheten av verktyg och önskan.