När du skapar rörledningar eller stödkonstruktioner är det ofta nödvändigt att organisera roterande delar utan att minska installationskvaliteten och öka risken för att skapa nödavsnitt. Styrkegenskaperna hos segmentet fästt med beslag kommer att skilja sig värre än egenskaperna hos ett monolitiskt rör. För att skapa böjningar används rörbearbetningsteknologi, som under industriella förhållanden utförs med specialutrustning - automatiska rörbockare.

CNC-rörbockningsmaskiner ger hög precision i böjning av alla rör
Innehåll
CNC-rörbockare: halvautomatiska och automatiska modeller
Numerisk styrning (eller CNC) började installeras relativt halvautomatiska eller automatiska modeller av rörbockare relativt nyligen. Med hjälp av dessa system har rörbockning blivit mer exakt och billigare när det gäller tidsresurser. CNC-komplex installeras inte på manuella modeller av verktyg för att böja rör.
Halvautomatisk rörbockningsmaskin med CNC kan kallas den vanligaste typen av utrustning (inte inklusive manuella rörbockare). Denna maskin kallas halvautomatisk eftersom en viss del av operationerna utförs av mjukvarudelen av utrustningen, medan resten av åtgärderna kommer att utföras av maskinoperatören. Processen med att böja rör är helt automatiserad - det mest komplicerade arbetet som kräver hög noggrannhet och kvalitet. Men maskinens arbete innebär ständig övervakning.
Notera! Användningen av en halvautomatisk CNC-rörbockare är motiverad för små företag som inte kräver mycket höga produktions- och produktivitetsstandarder.
Om genomsnittliga indikatorer inte räcker rekommenderas användning av automatiska maskiner med ett programstyrningssystem: de är mycket mer funktionella. Med deras hjälp är det möjligt att skapa ett enskilt projekt för att genomföra en operation, rulla den i ”demoläge” innan den utförs direkt.

Med CNC-rörbockare kan du bearbeta rör med de tunnaste väggarna utan deformation
En halvautomatisk CNC-rörbockare används också framgångsrikt när det är nödvändigt att böja tunnväggiga rör. Men modeller som är utrustade med en dorn (ett speciellt stabiliserande element i form av en metallfjäder, ibland belagda med polyuretan) bör väljas för detta. Abyssless-maskiner gör ett ganska dåligt jobb med att eliminera korrugeringen av ett tunnväggigt rör som är resultatet av böjning. Dessutom har rotlösa maskiner sannolikheten för en ovalitet av ett tunnväggigt rör under böjningen. Viss ovalitet är också möjlig när man använder en dornrörbockare, men en avvikelse från normen når endast några få procent, vilket är säkert för ytterligare drift.
CNC rörbockningsmaskin: vilka är fördelarna?
Moderna automatiska och halvautomatiska enheter, som styrs av mjukvara, har den mest betydande fördelen jämfört med föråldrade modeller - det här är kravnoggrannheten för böjning, upp till tiondelar av en vinkelgrad. Den erforderliga noggrannheten bestäms inte "med ögat" utan visas på en speciell inbyggd konsol med en sensor.På senare år har avancerade modeller dykt upp på marknaden där mjukvarusensorn inte bara kan ställa in böjningsvinkeln, utan också visa data om elasticiteten hos de metaller som arbetet utförs med.
Viktig! Detta säger inte att möjligheten för en rörbockare med ett system för att bestämma parametrarna för fjädring av metaller är av särskilt värde i villkoren för användning av husrör. Vid visning av elasticitetsdata beaktas inte de regionala egenskaperna för rörproduktionen alls.

Datorenheter är utrustade med skärmar som visar de specificerade parametrarna, tekniska data för de bearbetade arbetsstyckena och annan viktig information
Om man talar om numeriskt kontrollerade bottenlösa rörbockare kan man inte låta bli att nämna deras lätthet. Dessa maskiner är ganska mobila, deras vikt överstiger sällan 250 kg. Dessutom är bottenfri rörbockningsutrustning ofta utrustad med gummihjul, vilket gör det möjligt att flytta maskinen runt verkstaden. Dornutrustning är som regel tunga stationära maskiner.
Tekniker för att arbeta med rörbockningsutrustning
Processen att böja rör på maskiner med ett numeriskt styrsystem kan utföras med flera metoder. Ofta finns det installationer som arbetar med lindning. Som regel är sådan utrustning utrustad med dornar. Bockningsprocessen är enkel: röret pressas ordentligt mot böjrullen, som genom rotation "lindar" det runt sig själv. Lindningen sker tills den önskade böjningsvinkeln har uppnåtts.
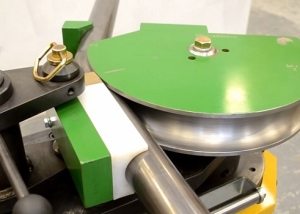
En CNC-coreless pipe bender fungerar vanligtvis på ett rörinbrott-system. Produkten är monterad mellan två rullar: en av dem är inlöpning, den andra är rörlig. När enheten är påslagen börjar inbromsningsrullen att röra sig runt den stationära, vilket resulterar i att röret pressas närmare det. Tack vare detta får produkten en viss form, definierad av den stationära rullens radie. På bottenlösa rörbockare utförs vanligtvis tums vatten- och gasrör samt konstruktionsprofiler som har ganska tjocka väggar.

Abyssless rörbockare som används för bearbetning av rör med tjocka väggar
Böjning kan också göras genom rullning eller strängsprutning. I det första fallet ser designen ut som en armbåge. I det andra fallet talar vi om rörbockar utrustade med tre rullar, varav två är placerade på samma linje.
Den nödvändiga typen av utrustning, en halvautomatisk eller automatisk rörbockare, väljs beroende på behoven hos ett visst företag. Samma faktor påverkar också valet av en dorn eller rotfri maskin. På ett eller annat sätt har programstyrningssystemet gjort utrustningen mer bekväm och snabbare.